

La cama de impresión define tres variables críticas: adhesión, facilidad de despegue y acabado de la cara inferior. En impresoras como la Bambu Lab A1, que utilizan placas flexibles sobre base magnética, elegir correctamente la superficie evita la mayoría de los problemas de primera capa: warping, piezas pegadas en exceso o bases defectuosas.
Primero, una aclaración importante. “Cama magnética” no es un material. Es el sistema. La base es magnética y arriba se coloca una placa de acero flexible con una superficie específica (PEI, PEY, PEO, etc.). La decisión real es qué superficie usar sobre esa base.
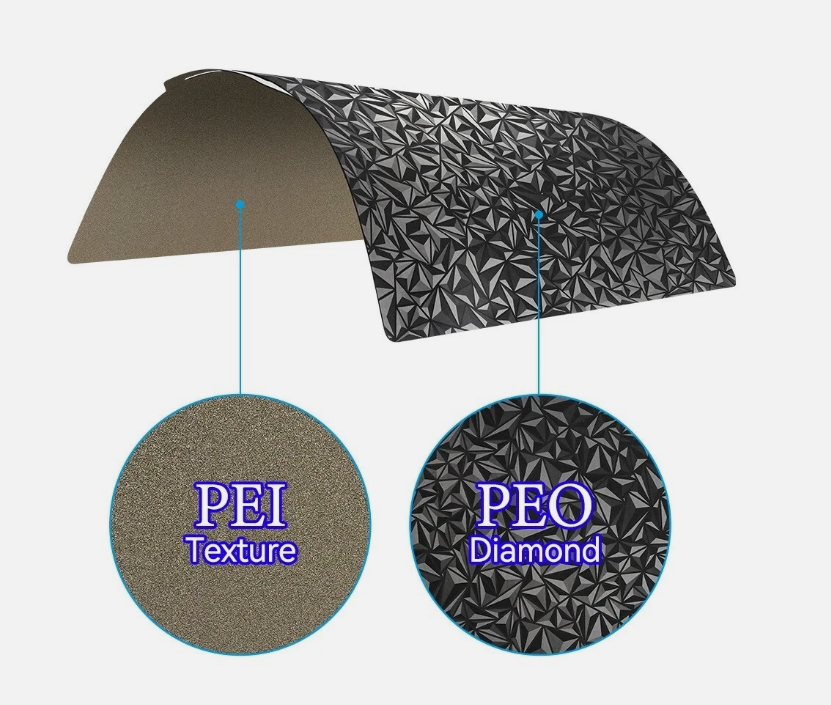
PEI texturado: Es la opción más versátil y confiable para uso diario. Funciona muy bien con PLA, PETG y TPU. La textura mejora la adhesión mecánica y reduce el riesgo de esquinas levantadas en piezas grandes. Al enfriar, la pieza suele despegar sola o con una leve flexión.
Caso real en Bambu Lab A1: impresión de soportes funcionales en PETG, piezas grandes o con paredes gruesas. El PEI texturado tolera mejor tensiones y variaciones térmicas.
Consideración técnica: con PETG o TPU puede pegarse demasiado. En estos casos se recomienda una capa muy fina de adhesivo común (tipo barra) usada como agente de liberación, no para aumentar adherencia.
Cama lisa: Se utiliza cuando el acabado inferior importa. La cara en contacto queda lisa, brillante y pareja. Es ideal para PLA y para piezas visibles como tapas, carcasas o productos de presentación.
Riesgo de la cama lisa: la adhesión puede ser excesiva, especialmente con PETG. Para evitar dañar la placa, se ajusta temperatura de cama, Z-offset correcto y, si hace falta, se usa adhesivo como capa de separación.
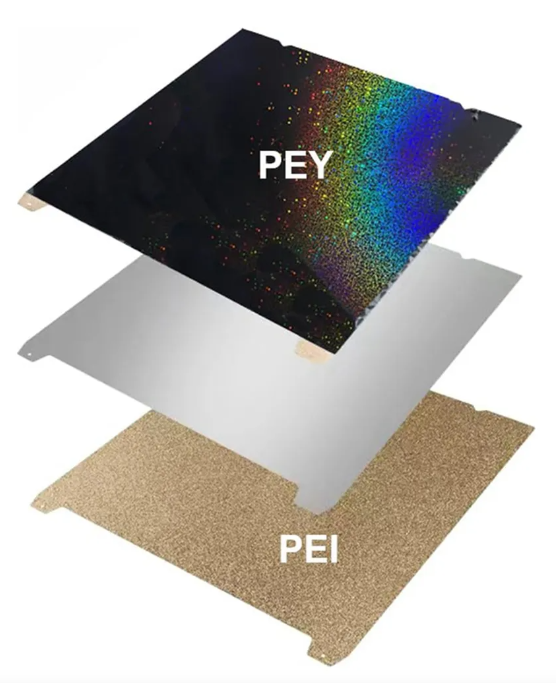
PEY y PEO: placas de efecto visual: Estas placas no están pensadas para producción intensiva sino para lograr valor estético directo sin postprocesado. Transfieren patrones o efectos visuales a la cara inferior de la pieza.
PEY: Genera efectos holográficos o tipo “rainbow”. Se usa principalmente con PLA y en piezas decorativas, logos, tapas o productos donde el aspecto visual es diferencial.
Caso real: productos de venta donde el diseño inferior agrega valor sin imprimir logos ni texturas adicionales.
Limitación real: la adhesión depende mucho de la calidad del fabricante y de la limpieza. Algunos usuarios logran excelentes resultados y otros reportan problemas de adherencia. No es una superficie tolerante al descuido.
Regla clara: sirve para estética, no para producción sin supervisión.
PEO: Genera patrones geométricos marcados. Funciona muy bien con PLA. Con PETG la adhesión es menor y suele requerir brim o ajustes finos.
Caso real: piezas decorativas medianas en PLA con patrón visible en la base. El acabado es consistente si la primera capa está bien calibrada.
Consideración: no siempre libera sola al enfriar. Conviene esperar que la placa baje de temperatura y luego flexionar.
Vidrio: Ofrece una base muy plana y lisa. Funciona bien con PLA y piezas grandes donde se busca precisión geométrica. La contra es clara: no flexiona, el despegue es más incómodo y suele requerir adhesivos. En impresoras diseñadas para placas flexibles como la A1, no es la opción más práctica.
RESUMEN:
PLA: PEI texturado para producción, PEI liso para acabado, PEY o PEO para estética.
PETG: PEI texturado o liso con cuidado. Adhesivo fino como agente de liberación.
TPU: PEI texturado. Siempre usar adhesivo como protección de la superficie.
ASA / ABS: PEI TEXTURIZADO|
Reglas técnicas que evitan fallas
Seleccionar correctamente el tipo de placa en el slicer. Esto afecta temperaturas y offsets.
Mantener la superficie limpia. La grasa de los dedos arruina la adhesión, especialmente en PEY y PEO.
Con PETG y TPU, pensar en despegue seguro, no en más adherencia.
Dejar enfriar la placa antes de retirar la pieza y usar la flexión a favor.