

La calibración de una impresora 3D es uno de los factores más determinantes para obtener piezas de calidad profesional. Muchos problemas de impresión, como superficies defectuosas, mala adhesión o dimensiones incorrectas, no se deben a la impresora o al material, sino a una mala calibración del perfil de impresión.
En esta guía vamos a explicar cómo realizar correctamente tres de los tests más importantes dentro de Orca Slicer: calibración de temperatura, calibración de retracciones y calibración de flujo. Estos ajustes permiten optimizar la calidad, resistencia y precisión de las piezas impresas. Si bien en este caso utlizaremos el ORCA Slicer, todos los laminadores cuentan con estos test de calibracion.
¿Por qué es importante calibrar una impresora 3D?
Cada filamento, incluso dentro del mismo material y marca, puede comportarse de manera distinta. Factores como pigmentación, humedad, diámetro real del filamento y condiciones ambientales afectan directamente el resultado final.
Realizar calibraciones permite:
- Mejorar la calidad superficial
- Reducir errores de impresión
- Aumentar la resistencia mecánica
- Optimizar el consumo de material
- Evitar fallas como hilos, capas débiles o deformaciones
Orca Slicer incorpora herramientas específicas que simplifican estos procesos mediante modelos de prueba automatizados.
Test de Temperatura en Orca Slicer
¿Qué es la calibración de temperatura?
Este test permite encontrar la temperatura óptima de extrusión para un filamento específico. Imprimir a la temperatura correcta mejora la adhesión entre capas, reduce imperfecciones y evita deformaciones.
Cómo realizar el Test de Temperatura
- Abrir Orca Slicer.
- Dirigirse a la sección Calibración.
- Seleccionar Temperature Tower (torre de temperatura).
- Elegir el material y el perfil de impresión habitual.
- Generar el G-code e imprimir el modelo.
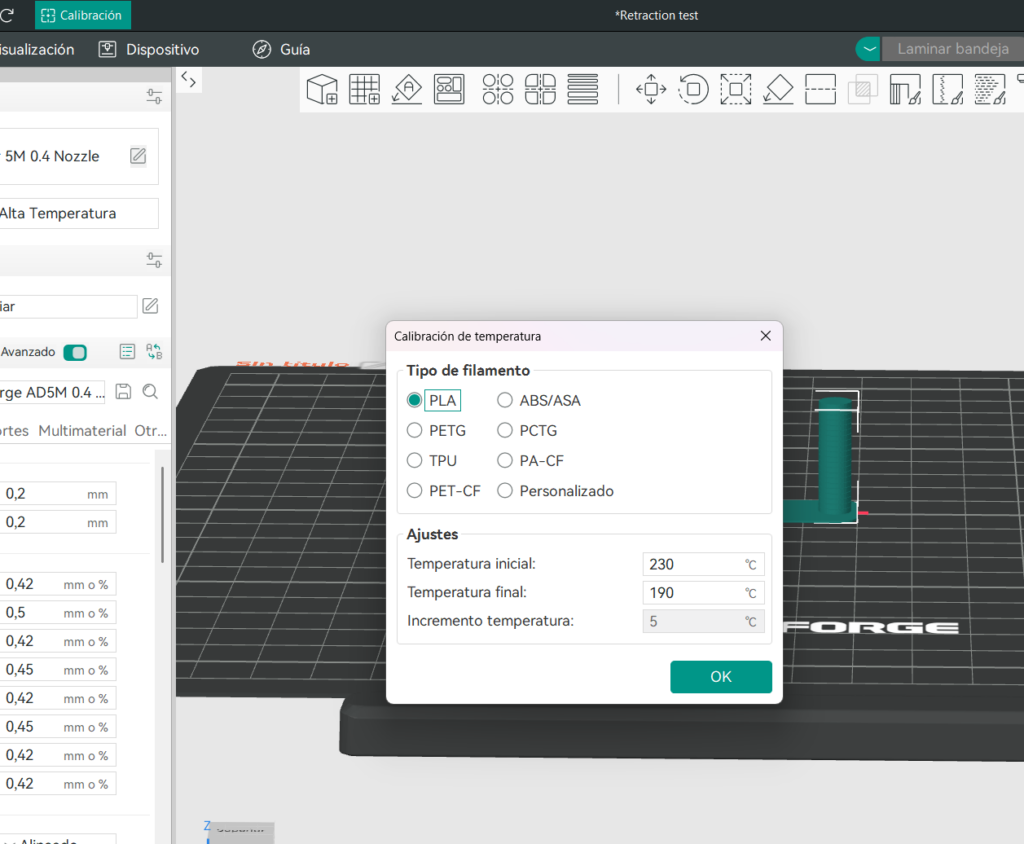
La torre imprime diferentes segmentos, cada uno con una temperatura distinta, normalmente variando entre 180 °C y 230 °C en PLA (los rangos dependen del material).
Cómo analizar el resultado
Se debe observar:
- Calidad superficial
- Presencia de hilos
- Adhesión entre capas
- Definición de detalles
La mejor temperatura será aquella que combine buena adhesión entre capas con superficie limpia y sin defectos.
Cómo configurar el equipo después del test
- Identificar la mejor sección de la torre.
- Ajustar la temperatura del hotend en el perfil del material dentro de Orca Slicer.
- Guardar el perfil para futuras impresiones.
Test de Retracciones en Orca Slicer
¿Qué es la retracción?
La retracción es el retroceso del filamento cuando el extrusor se mueve sin imprimir. Su función es evitar la aparición de hilos o goteo de material entre movimientos.
Una retracción mal configurada genera:
- Stringing (hilos entre piezas)
- Acumulación de material
- Imperfecciones superficiales
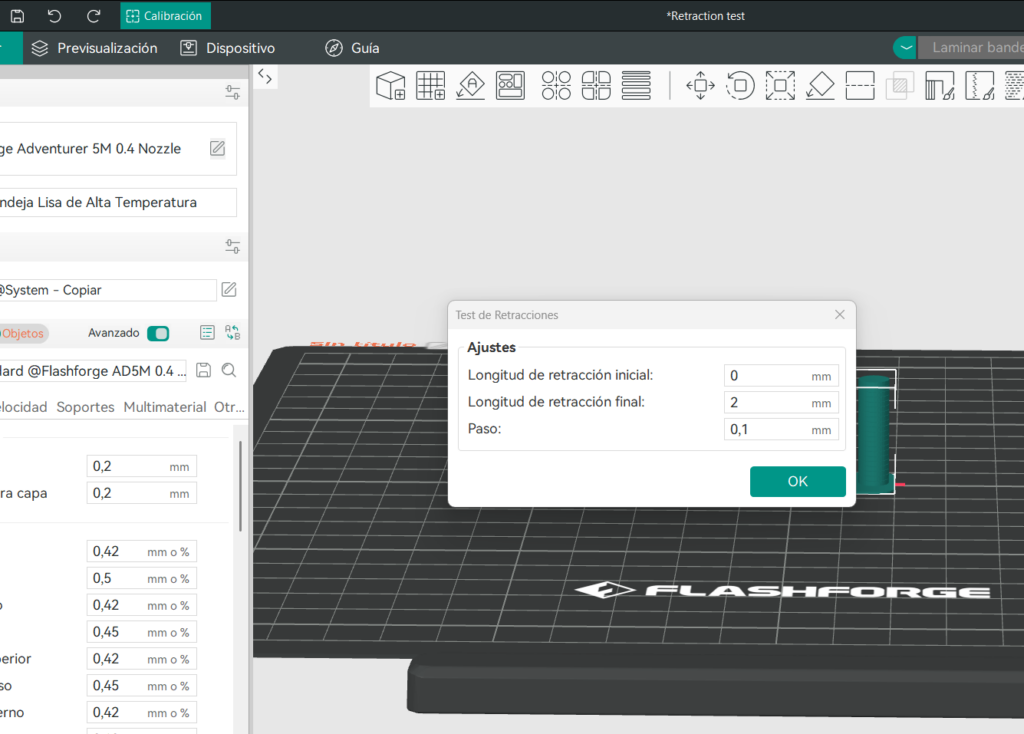
Cómo realizar el Test de Retracciones
- Ingresar en Calibración dentro de Orca Slicer.
- Seleccionar Retraction Test.
- Configurar el rango de distancia y velocidad de retracción.
- Generar el archivo e imprimir.
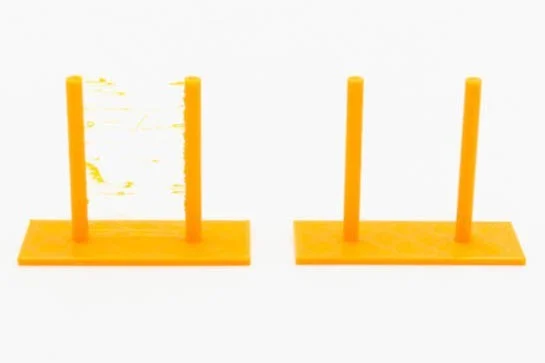
El modelo imprime estructuras separadas que permiten evaluar cómo responde el filamento ante distintas configuraciones.
Cómo analizar el resultado
Se debe evaluar:
- Cantidad de hilos entre torres
- Limpieza de las paredes
- Presencia de blobs o exceso de material
El mejor resultado será el que muestre menor cantidad de hilos sin provocar fallas de extrusión.
Cómo configurar el equipo después del test
- Identificar el valor de distancia y velocidad que ofrece mejor resultado.
- Ajustar esos valores dentro del perfil del material en Orca Slicer.
- Guardar la configuración.
Test de Flujo en Orca Slicer
¿Qué es la calibración de flujo?
El flujo determina la cantidad de material que extruye la impresora. Si el flujo es incorrecto pueden aparecer problemas dimensionales o debilidad estructural.

Problemas comunes por mal flujo:
- Sobreextrusión (exceso de material)
- Subextrusión (falta de material)
- Piezas con dimensiones incorrectas
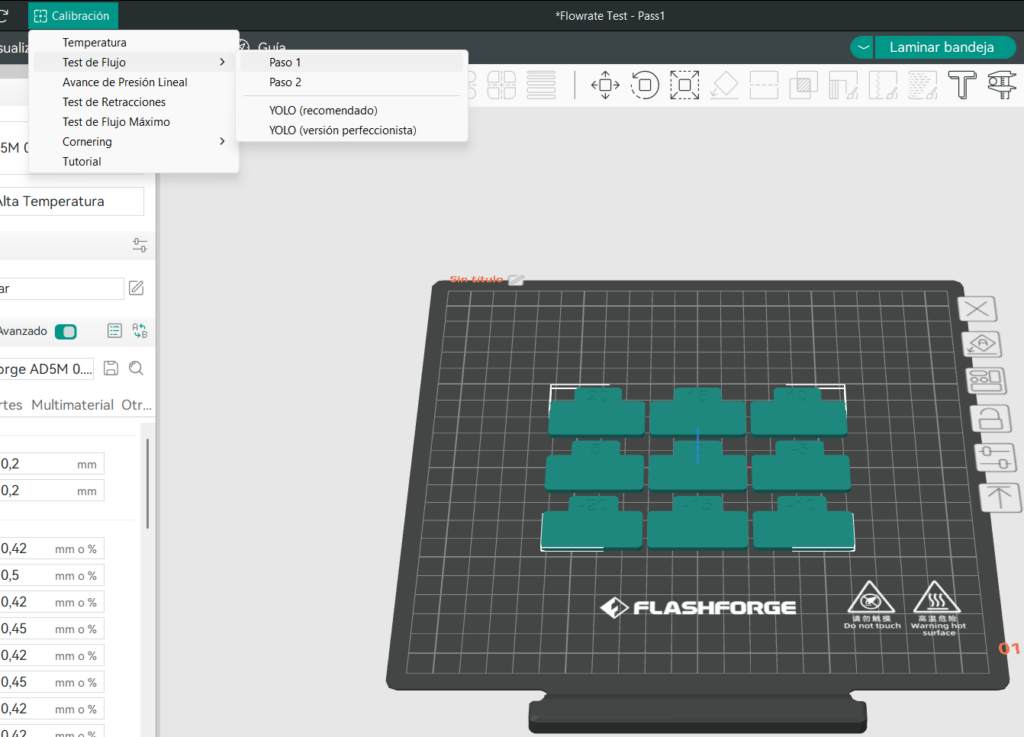
Cómo realizar el Test de Flujo
- Acceder a la sección Calibración.
- Seleccionar Flow Rate Test, o test de flujo, y “Paso 1”.
- Imprimir el modelo generado.
Este test suele imprimir superficies planas o patrones que permiten evaluar el volumen real de material depositado.
Cómo analizar el resultado
Se debe observar:
- Uniformidad de la superficie
- Correcto cierre de capas
- Precisión dimensional
El valor correcto será aquel que genere superficies lisas sin exceso ni falta de material.
Cómo configurar el equipo después del test
- Ajustar el parámetro Flow Ratio o proprocion de caudal dentro del perfil del material.
- Realizar la siguente cuenta “nro viejo x (100+Resultado elegido del test)/100. Ejemplo, si de las placas impresas la que mejor salió es la “-5” la cuenta seria: 0,95 x (100-5)/100 = 0,90. Este numero es el que se deberá colocar en la opcion de
- Guardar la configuración como perfil definitivo para ese filamento.
Orden recomendado para calibrar en Orca Slicer
Para obtener resultados consistentes, el orden correcto de calibración es:
- Temperatura
- Retracciones
- Flujo
Este orden permite que cada test se realice sobre parámetros previamente optimizados.
¿Cada cuánto tiempo se deben realizar estos tests?
Se recomienda recalibrar cuando:
- Se cambia de marca o tipo de filamento
- Se detectan fallas de impresión
- Se realizan mantenimientos en el hotend o extrusor
- Cambian las condiciones ambientales
Incluso dentro del mismo material, distintos colores pueden requerir ajustes diferentes.