

El warping es uno de los problemas más comunes en la impresión 3D FDM y una de las principales causas de fallas en piezas técnicas y funcionales. Se manifiesta cuando los bordes o esquinas de una pieza comienzan a levantarse de la cama de impresión durante el proceso, provocando deformaciones, pérdida de tolerancias y, en muchos casos, la inutilización total de la pieza.
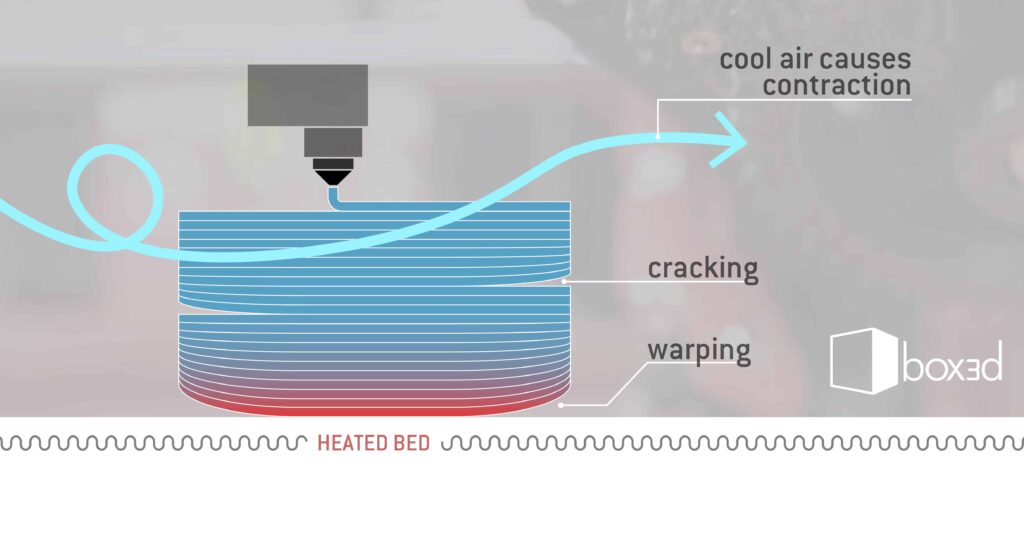
Desde el punto de vista físico, el warping se produce por la contracción del material al enfriarse. Cuando el plástico extruido pasa de estado fundido a sólido, reduce su volumen. Si esa contracción no es uniforme o está restringida por una mala adhesión a la base, se generan tensiones internas que terminan levantando la pieza.
Este fenómeno es especialmente frecuente en impresiones con geometrías planas, bases grandes o piezas con esquinas pronunciadas, donde la diferencia de temperatura entre capas es más crítica.
Cómo se manifiesta el warping
El síntoma más claro del warping es el levantamiento progresivo de las esquinas de la pieza mientras la impresión avanza. En algunos casos la deformación es leve y apenas visible, pero suficiente para afectar encastres o medidas. En otros, el despegue es tan severo que la boquilla termina golpeando la pieza o la impresión se despega por completo.
Un ejemplo típico es una placa rectangular que comienza bien adherida, pero luego de varias capas presenta las cuatro esquinas levantadas, formando una curvatura tipo “banana”. En piezas técnicas, esto puede arruinar superficies planas, alojamientos de tornillos o zonas de sellado.
Materiales más propensos al warping
No todos los filamentos se comportan igual frente al warping. El material influye de forma directa:
ABS: es uno de los más propensos al warping debido a su alta contracción térmica. Requiere cama caliente, ambiente controlado y, preferentemente, impresora cerrada.
PETG: presenta menos contracción que el ABS, pero puede sufrir warping si la adhesión es deficiente o la temperatura de cama es incorrecta.
PLA: es el material más estable, pero no está exento de warping, especialmente en piezas grandes, con corrientes de aire o camas mal niveladas.
Nylon y materiales técnicos: suelen tener alta contracción y requieren condiciones muy controladas para evitar deformaciones.
Principales causas del warping
Existen varios factores que pueden provocar o agravar el warping. Los más importantes son:
Mala adhesión a la cama de impresión. Si la primera capa no se adhiere correctamente, la contracción del material vencerá fácilmente la fuerza de contacto con la superficie.
Temperatura incorrecta de la cama. Una cama demasiado fría provoca un enfriamiento rápido de las primeras capas, aumentando la contracción. Una temperatura inadecuada para el material es una causa directa de warping.
Enfriamiento desigual o corrientes de aire. Ventiladores mal configurados, ambientes fríos o corrientes externas generan diferencias térmicas entre capas y zonas de la pieza.
Nivelación incorrecta. Una cama mal nivelada provoca variaciones en la altura de la primera capa, reduciendo la adhesión en ciertas zonas.
Superficie de impresión sucia o inadecuada. Restos de grasa, polvo o residuos de filamento reducen significativamente la adherencia.
Soluciones efectivas para evitar el warping
Prevenir el warping requiere un enfoque combinado de ajuste mecánico, térmico y de proceso. Las soluciones más efectivas incluyen:
Nivelar correctamente la cama y ajustar la altura de la primera capa. Una primera capa bien aplastada mejora notablemente la adhesión.
Utilizar la temperatura de cama adecuada para cada material. PLA suele requerir entre 50 y 60 °C, PETG entre 70 y 85 °C, y ABS entre 90 y 110 °C.
Mejorar la adhesión con herramientas del laminador, ejemplo en ORCA “bordes de Adherencia” – “tipos de bordes de adherencia“, seleccionar la opción mas conveniente para cada caso, nosotros solemos usar mucho “oreja de ratón“. Esto aumenta la superficie de contacto y reduce la tendencia al levantamiento de esquinas.
Mantener limpia la superficie de impresión. Limpiar regularmente con alcohol isopropílico mejora la adherencia de forma inmediata.
Controlar el entorno de impresión. Evitar corrientes de aire y, en el caso de materiales exigentes, utilizar impresoras cerradas para mantener una temperatura estable.
Reducir la velocidad y el enfriamiento en las primeras capas. Esto permite una mejor unión entre el material y la cama.
Importancia de controlar el warping
El control del warping es fundamental para lograr impresiones 3D precisas, repetibles y funcionales. No se trata solo de un problema estético, sino de un factor crítico que afecta tolerancias, resistencia mecánica y ensamblajes.
Comprender por qué ocurre el warping y cómo prevenirlo permite optimizar tiempos, reducir desperdicio de material y mejorar la calidad final de las piezas. En impresión 3D, una primera capa correcta y un entorno térmico estable son la base de cualquier resultado profesional.
EQUIPO LEFASOC3D. Contactanos para mas información 1144223808